:quality(80)/p7i.vogel.de/wcms/61/71/617123e3846b0079e580895c5bc37d40/2-995x560v1.png "Das Forschungsteam an der TU München misst und regelt die Sehnenkräfte an dem Roboter. Das Ziel des Forschungsprojekts sind neuartige Regelungskonzepte. (Bild: TU München)")
:quality(80)/p7i.vogel.de/wcms/d5/09/d5091cd9a582aa0f780740ec4faac973/0130381601v2.jpeg "Die Besucher freuten sich vor allem über das vielfältige Programm. (Bild: Stefan Bausewein/VCG)")
:quality(80)/p7i.vogel.de/wcms/b6/f5/b6f57042111d87f229188016760aa9be/0130112613v2.jpeg "„Den Teilnehmern werden auch Strategien vorgestellt, wie sie nicht nur gesetzliche Vorgaben erfüllen, sondern auch Innovationsführer in ihrem Sektor werden können“, so Michelle Duerksen, Sustainability Sales Manager bei Schneider Electric. (Bild: Schneider Electric)")
:quality(80)/p7i.vogel.de/wcms/02/ba/02baa569447a740c8090977765087852/0129990653v1.jpeg "Michelle Duerksen (Sustainability Sales Manager Schneider Electric, links oben), Jens Müller (Geschäftsführung Müller und Partner Sachverständige, links unten). Von rechts oben nach unten: Benjamin Zierold (Geschäftsführer Koenig & Bauer), Wolfgang Wiedemann (Director Murrelektronik) und Thomas Droth (Head of Industry Solutions Mitsubishi Electric). (Bild: Schneider Electric, Laura Boysen/Müller und Partner Sachverständige, Murrelektronik, König & Bauer, Mitsubishi Electric)")
:quality(80)/p7i.vogel.de/wcms/d0/8a/d08a5613344a1f42f0673eb88086e3c0/siemens-intelligence-center-x-2276x1280v1.jpeg "Durch die Verbindung von Daten, Modellen und Arbeitsabläufen auf einer einzigen, verwalteten Grundlage soll Intelligence Center X es ermöglichen, KI-gesteuerte Anwendungen und Agenten schneller bereitzustellen. (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/81/05/8105ef585e5da37701630955e4a86176/adobestock-1988290392--c2-a9-20digitalspace-20-e2-80-93-20stock-adobe-com-ki-generiert-4096x2305v1.jpeg "Ziel des Projekts war es, Produktionsabläufe energieoptimiert zu steuern, entstehende Emissionen einzelnen Produkten zuzuordnen und industrielle Prozesse stärker an die Verfügbarkeit erneuerbarer Energien anzupassen, um CO₂-Ausstoß und Energiekosten zu reduzieren. (Bild: © DigitalSpace – stock.adobe.com_KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/e5/33/e533f533e51ba60b0db4861c36101816/adobestock-939092274--c2-a9-20kamonwan-20-e2-80-93-20stock-adobe-com-ki-generiert-5798x3264v1.jpeg "Wissen per Knopfdruck: KI-basierte Assistenzsysteme wie der 8D-Assist machen Expertenwissen verfügbar. (Bild: Kamonwan – stock.adobe.com_KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ef/a5/efa5c03f3c458a905668e4c8f9a12222/batterie-adobestock-1957383478-visionary-generiert-mit-ki-8190x4608v1.jpeg "Das Wachstum der deutschen Batterieindustrie wird primär von zwei industriellen Megatrends gestützt: dem anhaltenden Hochlauf der Elektromobilität sowie einer massiven Nachfrage nach stationären Speichersystemen. (Bild: AdobeStock_Visionary / generiert-mit-KI)")
:quality(80)/p7i.vogel.de/wcms/b6/39/b639721a14f3ed4af8bcd6b983cd26fe/recom-2465x1387v1.png "Die Racpro1-Familie endet nicht beim AC/DC-Netzteil. Sie wird durch Redundanzmodule und elektronische Schutzschalter ergänzt. (Bild: Recom)")
:quality(80)/p7i.vogel.de/wcms/e0/74/e074ee9c173a776a35d2616c57bbe4e6/bild-3-1248x702v1.png "Die Mink Rack-Brush wurde u.a. in einem Stengel Server-Rack verbaut. (Bild: Mink Bürsten)")
:quality(80)/p7i.vogel.de/wcms/ec/7c/ec7c56fc015d6fb8982ae82ec6c8cb9b/0131835086v2.jpeg "Die drei Säulen der Metrologie: wissenschaftlich, industriell, gesetzlich. (Bild: GTM GmbH)")
:quality(80)/p7i.vogel.de/wcms/e5/d5/e5d525f02f68ed8cde95b3405acffb0b/0131816272v2.jpeg "Jan Markvart testet das Ketop Safe Wireless in der Produktion. (Bild: Keba Industrial Automation GmbH)")
:quality(80)/p7i.vogel.de/wcms/d0/b5/d0b58f53bf0d4ed804d3b255b863c326/0131673194v2.jpeg "Die grundlegenden technischen DPP-Standards schaffen Transparenz für
Verbraucher, Industrie und Behörden. (Bild: © ImageFlow - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/09/81/0981a58a68530db70d8d67ec13d1c823/adobestock-96039220--c2-a9-203dsculptor-20--20stock-adobe-com-6000x3375v1.jpeg "Anwendungen, die im Weltall eingesetzt werden, stellen höchste Anforderungen an Antriebe. (Bild: © 3dsculptor - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/ea/9e/ea9e4f2c125ec5104c325e471be60efe/0131632764v2.jpeg "Stefan Huber (Head of Research, FH Salzburg) und Martin Haidacher (Innovation Manager, B&R) gemeinsam mit Technik von B&R
(Bild: B&R Industrie-Elektronik GmbH)")
:quality(80)/p7i.vogel.de/wcms/30/fe/30fed694c422d9fa70be1def67df9e96/0131594908v2.jpeg "Nord hat unter anderem die dezentralen Frequenzumrichter der Nordac-On-Familie mit neuen Funktionen im Bereich der Funktionalen Sicherheit ausgestattet. (Bild: Nord Drivesystems)")
:quality(80)/p7i.vogel.de/wcms/35/21/35215b04eac3455313ca51b72792c041/max-6-1080x608v1.png "IPF Electronic hat für das Unternehmen und alle Mitarbeiter eigene verbindliche Richtlinien für die Nutzung Künstlicher Intelligenz erarbeitet. (Bild: IPF Electronic)")
:quality(80)/p7i.vogel.de/wcms/bb/3a/bb3a3e3e2325113eb1ed97c5002a202f/-28c-29designbyfreepik2-5376x3022v1.jpeg "Humanoide Roboter könnten bereits in den kommenden zehn Jahren zu einem der wichtigsten Werkzeuge der modernen Industrie- und Dienstleistungsgesellschaft werden. (Bild: FreePik2)")
:quality(80)/p7i.vogel.de/wcms/9f/88/9f8886e390fea5f026a89ef164f7d6b6/david-reger-neura-product-family-4048x2277v1.jpeg "„Wir sind überzeugt, dass Physical AI und kognitive Robotik zu einem der größten Technologiesprünge der kommenden Jahrzehnte führen werden“, David Reger, Gründer und CEO von Neura Robotics (Bild: Neura Robotics)")
:quality(80)/p7i.vogel.de/wcms/56/e8/56e8e3795f0143046743769c710be5dd/newsimage422125-1776x1000v1.jpeg "Der Scout Rover des DLR im Einsatz im Kammstollen am Schneefernerhaus. (Bild: Erlend Hellerslien / DLR)")
:quality(80)/p7i.vogel.de/wcms/56/7b/567b3d4b554a1dbdcf835918350c021a/symbolbild-wahrnehmung-ki-1364x768v1.jpeg "KI-Modelle verarbeiten visuelle Informationen oft fragmentiert – neue Trainingsansätze setzen hier an. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/e3/c6/e3c68f83504c098804f49c6c0ab68afa/trucks-with-vipv-on-bridge-5472x3076v1.jpeg "Insbesondere Lieferwagen, Lkw und Anhänger verfügen über viel Dachfläche und verbrauchen gleichzeitig viel Energie für Kühlung, Heizung und Hilfsaggregate. Integrierte Solarmodule sind sinnvolle Lösung. (Bild: IM Efficiency)")
:quality(80)/p7i.vogel.de/wcms/a0/03/a003d1d5ee83399f232303f7c50bd93b/geralt-statistics-4623842-4752x2672v1.jpeg "Erholung mit Risiken: Deutschlands Wirtschaft zwischen geopolitischer Unsicherheit und technologischem Aufschwung. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/68/89/6889ce824f7362d1ee31c6114039849d/0131677915v2.jpeg "Nur menschliche Empathie schafft echte Beziehungen. Führungskräfte, die Hoffnung vermitteln und Vertrauen im Alltag leben, verwandeln Risiken automatisierter Entscheidungen in Chancen, die Organisation und Mitarbeitende gleichermaßen stärken. (Bild: © Md - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/ed/02/ed02ce464ed1a39dcd7a617f55a4ffc1/0131677386v2.jpeg "Durch das Nutzen von KI gewinnen Führungskräfte Zeit für Entwicklungsgespräche, Perspektivenarbeit und persönliche Begleitung. Diese menschliche und persönliche Zuwendung signalisiert Mitarbeitern Wertschätzung und eröffnet Zukunftschancen. (Bild: © Md - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/7d/df/7ddf9467a9acc812e8cc29324c3b080e/0131729703v2.jpeg "Zu viele verschiedene Varianten machen das Handling unübersichtlich. Denn ein geändertes Bauteil betrifft nicht nur eine Stückliste, sondern zieht Anpassungen in Prüfplänen, Dokumentation, Parametrierung und Ersatzteillogik nach sich. (Bild: © Radoman Durkovic - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/6c/66/6c6647dd81976d2c940f9514ec01f02a/schraub-20tec-074-3000x1687v1.jpeg "Der fachliche Austausch ist das, was die Regionalmesse Schraubtec ausmacht. (Bild: PHOTOVISION-DH )")
:quality(80)/p7i.vogel.de/wcms/58/63/586379bda19d8f06e6015cecb41a4967/kampagnenbild-1947x1095v1.png "(Bild: ANSYS Germany GmbH )")
:quality(80)/p7i.vogel.de/wcms/d1/12/d112dfa6e7df4c7af715a4833483f659/0126977441v1.jpeg "DIN RAIL SMART PROTECTION: RACPRO1 E-FUSE MODULE (Bild: RECOM Power GmbH)")
Industrielle Bildverarbeitung Jetzt wird’s bunt: Vision-Farbsensor eröffnet neue Anwendungsfelder
Vision-Sensoren werden in der Automation überwiegend zur Objekterkennung, etwa zum Aussortieren von Gut- und Schlecht-Teilen, eingesetzt. Ein Manko: Die meisten sind „farbenblind“. Ein neuer Vision-Sensor von Sensopart bietet jetzt die zusätzliche Dimension Farbe - und eröffnet damit neue Anwendungsoptionen.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/122400/122424/65.jpg "SIKO Logo_300x300px.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/113800/113818/65.jpg "Turck_Your_Global_Automation_Partner.jpg ()")
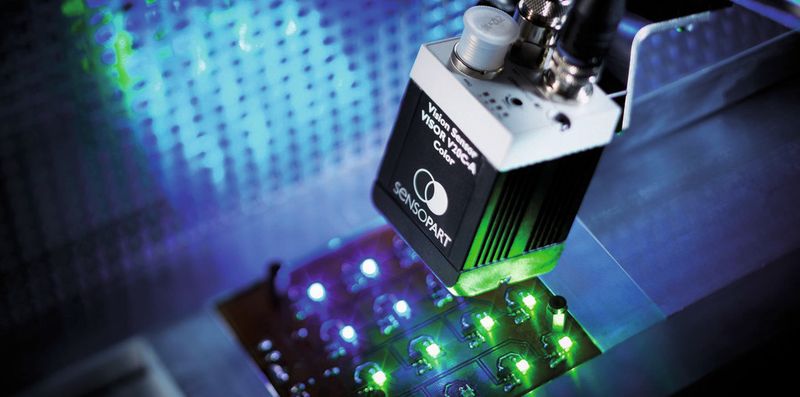
Was jeder aus eigener Anschauung kennt, gilt auch in der industriellen Bildverarbeitung: Ein Farbbild enthält dreimal so viele Informationen als ein Graustufenbild. Nicht selten ist die Farbe sogar das einzige Merkmal, an dem sich zwei ansonsten gleiche Objekte unterscheiden lassen. Deshalb hat Sensopart Industriesensorik einen Vision-Farbsensor entwickelt, der anstelle des in Vision-Sensoren üblichen monochromen Bildchips über einen farbfähigen, hoch auflösenden (1,3 Megapixel) Bildchip verfügt. Mit dem „Visor Color“ lassen sich präzise Auswertungen von Bilddetails ebenso durchführen wie die Analyse größerer Bildbereiche. Leistungsfähige Algorithmen ermöglichen dabei die sichere Erkennung selbst geringer Farbunterschiede.
:quality(80)/images.vogel.de/vogelonline/bdb/616800/616869/original.jpg "(Sensopart Industriesensorik)")
:quality(80)/images.vogel.de/vogelonline/bdb/616800/616871/original.jpg "(Sensopart Industriesensorik)")
:quality(80)/images.vogel.de/vogelonline/bdb/616800/616872/original.jpg "(Sensopart Industriesensorik)")
:quality(80)/images.vogel.de/vogelonline/bdb/616800/616873/original.jpg "(Sensopart Industriesensorik)")
Neben seiner Farbfähigkeit bringt er umfangreiche Möglichkeiten der Objekterkennung mit. Dadurch können in einer Bildaufnahme Farben sowie beliebige geometrische Objektmerkmale ausgewertet werden, sodass sich Teile zum Beispiel gleichzeitig nach Farbe und Form sortieren lassen. Die komplexe Detektion funktioniert auch dann, wenn das Tastgut nicht wiederholgenau in der eingelernten Position erscheint, da die Objekte im Bild automatisch nachgeführt werden.
Vision-Sensor detektiert auch selbstleuchtende Farben
Im Unterschied zu den meisten schaltenden Kontrast- und Farbsensoren sind Vision-Sensoren in der Lage, auch aktive (selbstleuchtende) Farben zu erkennen, beispielsweise die von leuchtenden LEDs. Während ein Vision-Sensor mit monochromem Bildchip nur überprüfen kann, ob eine LED leuchtet oder nicht, kann mit dem Vision-Farbsensor zusätzlich die Leuchtfarbe bestimmt werden; es ist somit eine gleichzeitige Prüfung auf korrekte Funktion und Bestückung möglich.
Mit Hilfe der Prüfauswertung (Detektor) Mustererkennung und des Farbdetektors lässt sich so die gesamte Platine in einer Bildaufnahme erfassen und auswerten. Sind mehrere unterschiedlich bestückte Platinen zu unterscheiden, können im Konfigurationsprogramm mehrere entsprechende Prüfaufgaben (Jobs) definiert und im Sensorspeicher abgelegt werden. Auf diese Weise lassen sich beliebig viele verschiedene Farben, Farbverläufe oder Farbmuster verwalten und bei Bedarf abrufen. Bei einem Produktwechsel wird dann einfach der entsprechende Job geladen und ausgeführt
Vision-Sensor unterscheidet geringe Farbnuancen
Dunkelgrau, dunkelblau oder dunkelbraun? In der in Abb. 2 gezeigten Anwendung sollen Kunststoffeile, die sichtbar im Automobil verbaut werden, zuverlässig nach Farben unterschieden werden. Sollen zum Beispiel in einem Wagen dunkelbraune und im nächsten dunkelblaue Teile verbaut werden, darf im zweiten Wagen nicht irrtümlich noch ein auf der Palette verbliebenes dunkelbraunes Teil zum Einbau kommen. Da sich die Farbtöne je nach Lichteinfall vom menschlichen Auge kaum unterscheiden lassen, ist eine visuelle Unterscheidung sehr fehleranfällig, während der Vision-Farbsensor auch geringe Farbnuancen erkennt und somit zuverlässig den Einbau eines falschfarbigen Teils verhindern kann.
(ID:42241642)
:quality(80)/p7i.vogel.de/wcms/4a/3e/4a3e221e1c8c4cc356ef7200f16cc86d/0127991860v2.jpeg "Die photoelektrischen Miniatursensoren von Contrinex sind laut Hersteller die kleinsten optischen Sensoren mit integrierter Elektronik auf dem Markt. Es gibt sie als Lichttaster oder Einweglichtschranke. (Bild: Contrinex, Shutterstock/asharkyu)")
:quality(80)/p7i.vogel.de/wcms/6d/d9/6dd9069effd67aff43f134f04f84a2a9/0131652645v2.jpeg "Der lüfterlose Industrie Embedded PC namens Rocksmart RSX1000 (Bild: Werock)")