:quality(80)/p7i.vogel.de/wcms/2b/d4/2bd40168bce48c337b86a451b11fd865/hqdipr202606197409-02-1000x563v1.jpeg "Sinumerik One bildet die technologische Basis für das Retrofit von Walzenschleifmaschinen und ermöglicht eine moderne, leistungsfähige CNC-Steuerung. (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/61/71/617123e3846b0079e580895c5bc37d40/2-995x560v1.png "Das Forschungsteam an der TU München misst und regelt die Sehnenkräfte an dem Roboter. Das Ziel des Forschungsprojekts sind neuartige Regelungskonzepte. (Bild: TU München)")
:quality(80)/p7i.vogel.de/wcms/d5/09/d5091cd9a582aa0f780740ec4faac973/0130381601v2.jpeg "Die Besucher freuten sich vor allem über das vielfältige Programm. (Bild: Stefan Bausewein/VCG)")
:quality(80)/p7i.vogel.de/wcms/b6/f5/b6f57042111d87f229188016760aa9be/0130112613v2.jpeg "„Den Teilnehmern werden auch Strategien vorgestellt, wie sie nicht nur gesetzliche Vorgaben erfüllen, sondern auch Innovationsführer in ihrem Sektor werden können“, so Michelle Duerksen, Sustainability Sales Manager bei Schneider Electric. (Bild: Schneider Electric)")
:quality(80)/p7i.vogel.de/wcms/48/99/489900c86cc2e60b32a40ff40c029351/newsimage425045-3072x1729v1.jpeg "Experimente mit Batterien: Mithilfe digitaler Zwillinge soll sich mehr Resilienz für Batteriegroßspeicher erreichen lassen.
(Bild: Hochschule München)")
:quality(80)/p7i.vogel.de/wcms/16/00/1600883e04215e4e3863e4a941e364c0/newsimage424941-2000x1124v1.jpeg "Mit Kassandra tauchen Teams in eine Thriller‑Story ein, lösen unter Zeitdruck KI‑Challenges. (Bild: Fraunhofer FIT)")
:quality(80)/p7i.vogel.de/wcms/9e/aa/9eaa7c35ae37442f131b821e70ac300a/aveva-digitales-20ecosystem-8688x4885v1.jpeg "Der KI-Assistent identifiziert die relevanten Daten und liefert eine zusammengefasste Antwort. Bei Bedarf generiert er direkt eine Visualisierung als Dashboard oder Trendansicht, die sich speichern und teilen lässt. (Bild: Aveva)")
:quality(80)/p7i.vogel.de/wcms/ef/5e/ef5e4f0c4e72a3484f61860d01ec77e7/org-blobs-user-response-file-output-b2db88da-a3d2-433b-b1ec-519a69337afa-plugin-output-votrp58p-1672x940v1.png "In kerntechnischen Anlagen dringt über viele Jahre Strahlung in die Kabelmaterialien ein und verändert sie nach und nach, wodurch ihre molekulare Struktur geschädigt wird. (Bild: KI-generiert / Gemini)")
:quality(80)/p7i.vogel.de/wcms/46/b6/46b6e9c4103d5cf4bce4f15683cacbe8/newsimage424473-5719x3217v1.jpeg "Die grüne Platine enthält den elektronischen Schaltkreis, mit dem die Forschenden Sensordaten über die vorhandenen Stromanschlüsse einer Batteriezelle übertragen. Die Batteriezelle befindet sich im Hintergrund. (Bild: Christina Anders, Uni Kiel)")
:quality(80)/p7i.vogel.de/wcms/8d/41/8d41ab1cd9d6fe1c5f1b650d9d86a5bf/aufmacher-lapp-mg-0891-2048x1151v1.jpeg "Lapp demonstriert mit einem Automatisierungsmodell, wie Sensoren, Aktoren, Leitungen und Netzwerkkomponenten Daten zuverlässig in die Cloud übertragen. (Bild: Lapp)")
:quality(80)/p7i.vogel.de/wcms/3a/5c/3a5c9af4fb1ccb71b99d1608830dd1bc/ifm-pm-20798-20print-4000x2251v1.jpeg "Der neue VMB für den Einsatz in mobilen Maschinen bietet eine Schwingungsüberwachung in alle drei Raumrichtungen. (Bild: ifm electronic gmbh)")
:quality(80)/p7i.vogel.de/wcms/de/85/de85ce3a1d050917e298287821dc9dfa/june12finals-8-bncrop-2048x1170-2048x1153v1.jpeg "Eine von Forschern der UC Berkeley entwickelte „elektronische Nase“ kann die von verdorbenen Lebensmitteln und Lebensmittelallergenen abgegebenen Gase besser erkennen als die menschliche Nase. (Bild: Brandon Sánchez-Mejia/UC Berkeley)")
:quality(80)/p7i.vogel.de/wcms/19/dd/19dd5f52d6bad28d399626eadcc8396c/0132353833-1000x563v1.jpeg "Im durchsichtigen, 3D-gedruckten Bauteil, dreht sich der schwebende „Schwimmer“ (rot-blau markiert) an der Wasseroberfläche. (Bild: Cheng Zeng / Sinano)")
:quality(80)/p7i.vogel.de/wcms/32/3d/323d0774d5c3e5d671c16323c2012c1d/kollmorgen-image-201-3872x2179v1.jpeg "In Gefahrenzonen sind explosive Gase oder brennbare Stäube nicht dauerhaft vorhanden; unter anormalen Betriebsbedingungen oder für begrenzte Zeiträume können sie jedoch auftreten. (Bild: Kollmorgen)")
:quality(80)/p7i.vogel.de/wcms/25/67/2567a762b26115eddacae3a2f3b7d560/inovance-20x-20vascat-203-1600x900v1.jpeg "David Bedford Guaus (re.), Country Manager bei Inovance Technology Spain und Technischer Direktor für Inovance in den Regionen Europa und Nordamerika, sagt: „Die gemeinsame Suche nach einer Lösung zur Integration unserer Antriebe in das System hat unsere Zusammenarbeit mit Vascat weiter verbessert und wir hoffen sehr, in Zukunft wieder zusammenzuarbeiten.“ (Bild: Inovance)")
:quality(80)/p7i.vogel.de/wcms/42/97/42976f6d1d0c6938d1881d88f592f9d4/26-06-22-st-c3-b6ber-ab-eisenmann-bild-201-1314x739v1.jpeg "In einer Lackieranlage bei Eisenmann übernimmt ein Industrieroboter mit Greifer das Handling unterschiedlich großer und schwerer Felgen. Dabei kommt präzise Antriebstechnik von Stöber zum Einsatz. (Bild: Stöber Antriebstechnik GmbH + Co. KG )")
:quality(80)/p7i.vogel.de/wcms/7f/73/7f73461407b7ef63b9b235e8df0b9172/bild-202-20testaufbau-img-0346-ausschnitt-2095x2095-2995x1685v1.jpeg "Neuer Horizontalprüfstand von ACE mit hochwertigem elektrischem Antrieb sowie mit Linearführungen, Signalprozessoren und Kraftmessern auf neuestem Stand der Technik. (Bild: ACE)")
:quality(80)/p7i.vogel.de/wcms/f5/bb/f5bb291e9ce698badb6ee2e09bbfb4ac/yaskawa-bauer-dji-20260310100111-0042-d-1-8192x4608v1.jpeg "Der Cobot entnimmt die Trays aus dem vorgeschalteten Packer, setzt sie
auf Paletten um und fügt selbstständig Karton-Zwischenlagen ein. (Bild: Yaskawa Europe GmbH)")
:quality(80)/p7i.vogel.de/wcms/b1/31/b131c9e871097195ac67951ba69c48eb/roboter-20in-20smart-20factory-20lemgo-1920x1080v1.jpeg "Das Humanoid Robots Experience Lab des Fraunhofer IOSB ermöglicht Unternehmen und Organisationen die praxisnahe Erprobung humanoider Robotik. (Bild: Fraunhofer IOSB)")
:quality(80)/p7i.vogel.de/wcms/b6/1e/b61ee9620cff0c1e614d908d5036220b/wertsch-c3-b6pfung-kigeneriert-gemini-1018x573v1.jpeg "Digitale Technologien ermöglichen die Erfassung und Auswertung von Daten entlang des gesamten Produktlebenszyklus und gelten als Schlüssel für zirkuläre Wertschöpfung. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/e7/3e/e73e7453e41c35c939d0b3ca17c4eb81/factory-20x-panelteilnehmer-20zum-20thema-20industrie-20im-20wandel-20-e2-80-93-20ohne-20daten--c3-96kosysteme-20keine-20-28ki--29-20zukunft-small-3000x1687v1.jpeg "Panelteilnehmer zum Thema: „Industrie im Wandel – ohne Daten-Ökosysteme keine (KI-) Zukunft?“
Von links nach rechts: Rainer Brehm (SIEMENS), Dr. Stephan Mayer (Trumpf); Prof.Dr. Dipl-Ing Berend Denkena (DMG Mori) Dr. Beate Baron (BMWE), Hagen Heubach (SAP)
(Bild: Factory-x)")
:quality(80)/p7i.vogel.de/wcms/56/7b/567b3d4b554a1dbdcf835918350c021a/symbolbild-wahrnehmung-ki-1364x768v1.jpeg "KI-Modelle verarbeiten visuelle Informationen oft fragmentiert – neue Trainingsansätze setzen hier an. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/1e/e9/1ee9d6e483fa9e4f5e07c3a74ef2a3cd/adobestock-795201631--c2-a9-20org-20-e2-80-93-20stock-adobe-com-ki-generiert-8697x4896v1.jpeg "Die Zahl der offenen Stellen in der Elektroindustrie stieg im ersten Halbjahr 2026 deutlich an. (Bild: © ORG – stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/93/1a/931a35db6d90693283049b840dcacd2b/st-hannover-149-6048x3400v1.jpeg "Der fachliche Austausch zwischen Besucher und Aussteller ist das, was die Schraubtec ausmacht. (Bild: PHOTOVISION-DH GmbH)")
:quality(80)/p7i.vogel.de/wcms/68/89/6889ce824f7362d1ee31c6114039849d/0131677915v2.jpeg "Nur menschliche Empathie schafft echte Beziehungen. Führungskräfte, die Hoffnung vermitteln und Vertrauen im Alltag leben, verwandeln Risiken automatisierter Entscheidungen in Chancen, die Organisation und Mitarbeitende gleichermaßen stärken. (Bild: © Md - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/ed/02/ed02ce464ed1a39dcd7a617f55a4ffc1/0131677386v2.jpeg "Durch das Nutzen von KI gewinnen Führungskräfte Zeit für Entwicklungsgespräche, Perspektivenarbeit und persönliche Begleitung. Diese menschliche und persönliche Zuwendung signalisiert Mitarbeitern Wertschätzung und eröffnet Zukunftschancen. (Bild: © Md - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/58/63/586379bda19d8f06e6015cecb41a4967/kampagnenbild-1947x1095v1.png "(Bild: ANSYS Germany GmbH )")
:quality(80)/p7i.vogel.de/wcms/d1/12/d112dfa6e7df4c7af715a4833483f659/0126977441v1.jpeg "DIN RAIL SMART PROTECTION: RACPRO1 E-FUSE MODULE (Bild: RECOM Power GmbH)")
Sensormontage Wenn eine Roboterzelle hochflexibel montiert
Wenglor zeigt mit einer intelligent konzipierten Montagezelle, dass nicht nur die Endprodukte wegweisend sein können, sondern auch deren Produktion.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/113400/113491/65.gif "metrofunk-logo.gif ()")
:fill(fff,0)/p7i.vogel.de/companies/69/cb/69cb7d25c6605/ro-a-3c-5.jpeg "ro-a-3c-5 (ROSE Systemtechnik)")
Sensorhersteller sind innovativ. Müssen sie auch, kommt doch der Leistungsfähigkeit der Sensorik in digital vernetzen Prozessen eine Schlüsselrolle zu. Die Frage nach dem Geschäftsverlauf in den zurückliegenden Jahren erübrigt sich bei Wenglor in Tettnang am Bodensee bereits auf dem Weg vom Parkplatz ins Gebäude. Auf dem Gelände der Firmenzentrale zeugen zahlreiche Neubauten von erheblichen Investitionen in der jüngeren Vergangenheit.
:quality(80)/images.vogel.de/vogelonline/bdb/1647700/1647765/original.jpg "(Stäubli)")
:quality(80)/images.vogel.de/vogelonline/bdb/1647700/1647767/original.jpg "(Stäubli)")
:quality(80)/images.vogel.de/vogelonline/bdb/1647700/1647768/original.jpg "(Stäubli)")
Am positiven Geschäftsverlauf hat sich auch aktuell nichts geändert, wie Michael Martin, Softwareentwickler bei Wenglor, versichert: „Unser Business boomt weiterhin. Wir planen bereits den nächsten Neubau, um die immense Nachfrage nach smarten Sensortechnologien decken zu können. Tatsächlich profitieren wir stark vom Industrie-4.0-Trend, der den Sensorikmarkt enorm beflügelt.“
Rund 300 Mitarbeiter beschäftigt Wenglor allein am Standort Tettnang, und der Bedarf an qualifiziertem Personal ist kaum zu decken. Unter diesen Gegebenheiten genießen effiziente, hochautomatisierte Produktionskonzepte mit höchster Performance hinsichtlich Output und Qualität naturgemäß oberste Priorität.
Wie solche Lösungen in der Praxis aussehen, zeigt eine Roboterzelle, in der Optikmodule für unterschiedliche optoelektronische Sensorbaureihen schnell und präzise montiert werden. Zu den Schlüsselkomponenten der Zelle gehören ein Stäubli TX60L Sechsachs-Roboter, eine Beckhoff Twincat3 Soft-SPS sowie ein .NET-Hostprogramm.
„Das Roboterprogramm unterstützt beliebige Anforderungen, die Ausführungsschritte in der SPS sind frei konfigurierbar, die Ausstattung der Zelle hochflexibel. Das gibt uns jede Menge Freiheit", skizziert Martin das Konzept der Zelle. „Die Anlage kann deshalb nicht nur Linsen justieren, sondern beherrscht auch ein breites Spektrum an Montageapplikationen.“
Montageprozess: Bis zu fünf Umrüstungen pro Tag
Derzeit werden in der Zelle ausschließlich Optikmodule für diverse modular konzipierte Sensorbaureihen montiert: Die Variantenvielfalt geht hier nahezu gegen unendlich. Typische Losgrößen liegen bei 100 bis 2.000 Optikmodulen. Analog dazu stehen bis zu fünf Umrüstungen pro Tag an. Aufgrund der Flexibilität der Anlage und der steuerungstechnischen Voraussetzungen mit dem Hostprogramm, aus dem die entsprechenden Prozessabläufe nur abgerufen werden müssen, lässt sich die komplette Zelle in wenigen Minuten umrüsten.
Einen Großteil der Handhabungsprozesse der drei Einzelteile Optikmodul, Sende- und Empfangslinse, die über Trays bevorratet werden, übernimmt der Stäubli Sechsachser vom Typ TX60L. Das L steht für die Langarmvariante, die dem Roboter eine Reichweite von 920 mm verleiht und so das Anfahren aller Stationen innerhalb der Zelle ermöglicht.
Greifer wird über IO-Link konfiguriert und angesteuert
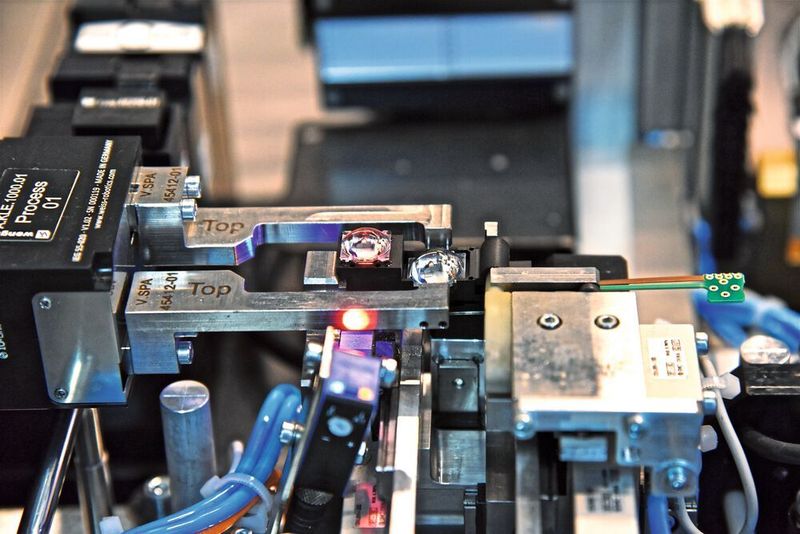
Der Prozessablauf beginnt mit dem Aufnehmen eines unbestückten Optikmoduls. Dafür ist der TX60L mit einem Greifer ausgestattet, der über IO-Link konfiguriert und angesteuert wird. Da die Lage der Module im Tray nicht exakt definiert ist, fährt der Roboter zunächst zu einer Station, an der die Position des Bauteils über die Wenglor Smartkamera We Qube erfasst wird. Nur so lässt sich das Modul später mit der geforderten Genauigkeit an der Montageposition ablegen.
Im Anschluss steuert der Roboter eine Station an, die für die Benetzung der Linsenaufnahmen des Moduls mit Klebstoff zuständig ist. Jetzt muss der TX60L das Bauteil nur noch exakt in seiner Aufnahme ablegen und fertig ist Teil eins des Handhabungsprozesses. An seiner Endposition wird das Optikmodul gespannt, kontaktiert und über IO-Link konfiguriert. „Das Positionieren des Moduls in seiner Aufnahme verlangt vom Roboter hohe Präzision. Wir arbeiten hier im Toleranzbereich von wenigen Hundertstel Millimeter“, so Martin.
Präzisionsarbeit: Das Justieren der Linsen
Anschließend macht sich der Roboter an die Handhabung von Sende- und Empfangslinse. Die Arbeitsschritte sind dabei identisch: Der TX60L holt jeweils eine Linse ab, fährt zur Smartkamera-Vermessungsstation, die die Lage des Objekts im Greifer ermittelt, und legt die Linse an einer Übergabeposition ab. An dieser Station übernimmt ein hochpräzises Linearsystem die Handhabung und Justage der Linsen im Optikmodul. Trotz der Präzision des Stäubli Roboters ließ sich diese Aufgabenstellung nicht mit dem Sechsachser lösen. Dazu Martin: „Sende- und Empfangslinse müssen im Optikhalter auf wenige µm genau justiert werden, was nur mit einem ultrapräzisen Linearsystem möglich ist. Die Justage der Sende- und Empfangslinse ist der wichtigste Schritt innerhalb des Montageprozesses.“
Bei der Positionierung der Linsen setzt der Anbieter auf ein optisches Feedback-System, das aus der Wenglor-Smartkamera, SPS, Linearsystem und einem 3D-Regelalgorithmus besteht. Befindet sich der Lichtfleck in Größe und Position im vorgegebenen Toleranzfenster, wird der Justage-Algorithmus beendet und der Klebstoff ausgehärtet. Zum Schluss nimmt der Stäubli-Roboter das Optikmodul und legt es im Tray ab. Diese Produktionstechnologie ermöglicht es, dass alle Wenglor-Sensoren der optoelektronischen PNG//Smart-Baureihe identische optische Eigenschaften haben.
Roboterzelle schafft von 1.000 bis hin zu 30.000 Schritte
Um die Taktzeiten zu verkürzen, ist die Justage-Station doppelt ausgeführt. Mit seiner Dynamik kann der Stäubli Roboter die beiden identischen Stationen im Wechsel bedienen. Die komplette Kommunikation zwischen allen Teilnehmern in der Zelle läuft über EtherCAT. Für die Auswahl des Roboters war die EtherCAT-Option deshalb ein Ausschlusskriterium.
Während man vielerorts noch von Industrie 4.0 spricht, haben die Entwicklungsingenieure von Wenglor die entsprechenden Standards in ihrer Zelle bereits umgesetzt: „Wir stellen die auszuführenden Prozesse quasi über ,atomare' Schritte zusammen, die wir beliebig konfigurieren können. Die Anzahl der einzelnen Schritte kann dabei stark variieren und reicht von 1.000 bei der Linsenjustage bis hin zu 30.000 bei komplexeren Aufgaben. Zu jedem Schritt sind alle Parameter abgespeichert, sodass sich der Prozessablauf bis ins kleinste Detail nachvollziehen lässt“, sagt Martin.
:quality(80)/images.vogel.de/vogelonline/bdb/1476800/1476884/original.jpg "Ein neues Robotersystem im Unternehmen – ab wann lohnt sich die Anschaffung? (©AndSus - stock.adobe.com)")
Industrieroboter
Ab wann sich die Anschaffung eines Robotersystems lohnt
Mit dieser Montagezelle zeigt Wenglor, wie sich Produktivität und Flexibilität mit moderner Steuerungstechnik und Robotik auf die Spitze treiben lassen. Die Anlage arbeitet mit maximaler Verfügbarkeit. Heute bei der Linsenjustage, übermorgen vielleicht bei der Montage von Steckern.
* Rolf Högel, freier Journalist
(ID:46218180)
:quality(80)/p7i.vogel.de/wcms/4a/3e/4a3e221e1c8c4cc356ef7200f16cc86d/0127991860v2.jpeg "Die photoelektrischen Miniatursensoren von Contrinex sind laut Hersteller die kleinsten optischen Sensoren mit integrierter Elektronik auf dem Markt. Es gibt sie als Lichttaster oder Einweglichtschranke. (Bild: Contrinex, Shutterstock/asharkyu)")
:quality(80)/p7i.vogel.de/wcms/ba/3d/ba3d2ca656059facf1dbd00180fa2185/0130689751v1.jpeg "Roboterzelle zum vollautonomen Bearbeiten der Werkstücke. (Bild: Homag)")