:quality(80)/p7i.vogel.de/wcms/2b/d4/2bd40168bce48c337b86a451b11fd865/hqdipr202606197409-02-1000x563v1.jpeg "Sinumerik One bildet die technologische Basis für das Retrofit von Walzenschleifmaschinen und ermöglicht eine moderne, leistungsfähige CNC-Steuerung. (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/61/71/617123e3846b0079e580895c5bc37d40/2-995x560v1.png "Das Forschungsteam an der TU München misst und regelt die Sehnenkräfte an dem Roboter. Das Ziel des Forschungsprojekts sind neuartige Regelungskonzepte. (Bild: TU München)")
:quality(80)/p7i.vogel.de/wcms/d5/09/d5091cd9a582aa0f780740ec4faac973/0130381601v2.jpeg "Die Besucher freuten sich vor allem über das vielfältige Programm. (Bild: Stefan Bausewein/VCG)")
:quality(80)/p7i.vogel.de/wcms/b6/f5/b6f57042111d87f229188016760aa9be/0130112613v2.jpeg "„Den Teilnehmern werden auch Strategien vorgestellt, wie sie nicht nur gesetzliche Vorgaben erfüllen, sondern auch Innovationsführer in ihrem Sektor werden können“, so Michelle Duerksen, Sustainability Sales Manager bei Schneider Electric. (Bild: Schneider Electric)")
:quality(80)/p7i.vogel.de/wcms/42/96/42969a1445c4620ef0cbae7ec8191391/0132052516v2.jpeg "Wenn es um das Wärmemanagement geht, sollten Hardware-Entwickler und Konstrukteure zusammenarbeiten. (Bild: ROSSandHELEN photoqraphers)")
:quality(80)/p7i.vogel.de/wcms/48/99/489900c86cc2e60b32a40ff40c029351/newsimage425045-3072x1729v1.jpeg "Experimente mit Batterien: Mithilfe digitaler Zwillinge soll sich mehr Resilienz für Batteriegroßspeicher erreichen lassen.
(Bild: Hochschule München)")
:quality(80)/p7i.vogel.de/wcms/16/00/1600883e04215e4e3863e4a941e364c0/newsimage424941-2000x1124v1.jpeg "Mit Kassandra tauchen Teams in eine Thriller‑Story ein, lösen unter Zeitdruck KI‑Challenges. (Bild: Fraunhofer FIT)")
:quality(80)/p7i.vogel.de/wcms/db/3e/db3e3f1ae0736c5566fbc42e4391769b/snap-1997x1123v1.jpeg "Mit Tesys Deca Snap In bietet Schneider Electric eine Lösung für das Motormanagement mit patentiertem Snap-In-Design. (Bild: Schneider Electric)")
:quality(80)/p7i.vogel.de/wcms/ef/5e/ef5e4f0c4e72a3484f61860d01ec77e7/org-blobs-user-response-file-output-b2db88da-a3d2-433b-b1ec-519a69337afa-plugin-output-votrp58p-1672x940v1.png "In kerntechnischen Anlagen dringt über viele Jahre Strahlung in die Kabelmaterialien ein und verändert sie nach und nach, wodurch ihre molekulare Struktur geschädigt wird. (Bild: KI-generiert / Gemini)")
:quality(80)/p7i.vogel.de/wcms/c2/f3/c2f3237dd5d3070e1f27c9b2511a77ec/aufmacher-mvtec-success-20story-vista-3--40vista-2398x1349v1.jpeg "Zwei Roboter führen den Inspektionsprozess durch. (Bild: Vista)")
:quality(80)/p7i.vogel.de/wcms/8d/41/8d41ab1cd9d6fe1c5f1b650d9d86a5bf/aufmacher-lapp-mg-0891-2048x1151v1.jpeg "Lapp demonstriert mit einem Automatisierungsmodell, wie Sensoren, Aktoren, Leitungen und Netzwerkkomponenten Daten zuverlässig in die Cloud übertragen. (Bild: Lapp)")
:quality(80)/p7i.vogel.de/wcms/3a/5c/3a5c9af4fb1ccb71b99d1608830dd1bc/ifm-pm-20798-20print-4000x2251v1.jpeg "Der neue VMB für den Einsatz in mobilen Maschinen bietet eine Schwingungsüberwachung in alle drei Raumrichtungen. (Bild: ifm electronic gmbh)")
:quality(80)/p7i.vogel.de/wcms/19/dd/19dd5f52d6bad28d399626eadcc8396c/0132353833-1000x563v1.jpeg "Im durchsichtigen, 3D-gedruckten Bauteil, dreht sich der schwebende „Schwimmer“ (rot-blau markiert) an der Wasseroberfläche. (Bild: Cheng Zeng / Sinano)")
:quality(80)/p7i.vogel.de/wcms/32/3d/323d0774d5c3e5d671c16323c2012c1d/kollmorgen-image-201-3872x2179v1.jpeg "In Gefahrenzonen sind explosive Gase oder brennbare Stäube nicht dauerhaft vorhanden; unter anormalen Betriebsbedingungen oder für begrenzte Zeiträume können sie jedoch auftreten. (Bild: Kollmorgen)")
:quality(80)/p7i.vogel.de/wcms/25/67/2567a762b26115eddacae3a2f3b7d560/inovance-20x-20vascat-203-1600x900v1.jpeg "David Bedford Guaus (re.), Country Manager bei Inovance Technology Spain und Technischer Direktor für Inovance in den Regionen Europa und Nordamerika, sagt: „Die gemeinsame Suche nach einer Lösung zur Integration unserer Antriebe in das System hat unsere Zusammenarbeit mit Vascat weiter verbessert und wir hoffen sehr, in Zukunft wieder zusammenzuarbeiten.“ (Bild: Inovance)")
:quality(80)/p7i.vogel.de/wcms/70/6f/706f580af54fe933872e86f3d3f0386e/hm26-13-000042-1600x900v1.png "Der Robotics Award 2026 wurde an das Startup Good Bytz vergeben. Die prämierte Lösung ist ein Küchensystem, in dem leichte, kompakte Industrieroboter zum Einsatz kommen. (Bild: Deutsch Messe AG)")
:quality(80)/p7i.vogel.de/wcms/42/97/42976f6d1d0c6938d1881d88f592f9d4/26-06-22-st-c3-b6ber-ab-eisenmann-bild-201-1314x739v1.jpeg "In einer Lackieranlage bei Eisenmann übernimmt ein Industrieroboter mit Greifer das Handling unterschiedlich großer und schwerer Felgen. Dabei kommt präzise Antriebstechnik von Stöber zum Einsatz. (Bild: Stöber Antriebstechnik GmbH + Co. KG )")
:quality(80)/p7i.vogel.de/wcms/7f/73/7f73461407b7ef63b9b235e8df0b9172/bild-202-20testaufbau-img-0346-ausschnitt-2095x2095-2995x1685v1.jpeg "Neuer Horizontalprüfstand von ACE mit hochwertigem elektrischem Antrieb sowie mit Linearführungen, Signalprozessoren und Kraftmessern auf neuestem Stand der Technik. (Bild: ACE)")
:quality(80)/p7i.vogel.de/wcms/f5/bb/f5bb291e9ce698badb6ee2e09bbfb4ac/yaskawa-bauer-dji-20260310100111-0042-d-1-8192x4608v1.jpeg "Der Cobot entnimmt die Trays aus dem vorgeschalteten Packer, setzt sie
auf Paletten um und fügt selbstständig Karton-Zwischenlagen ein. (Bild: Yaskawa Europe GmbH)")
:quality(80)/p7i.vogel.de/wcms/b6/1e/b61ee9620cff0c1e614d908d5036220b/wertsch-c3-b6pfung-kigeneriert-gemini-1018x573v1.jpeg "Digitale Technologien ermöglichen die Erfassung und Auswertung von Daten entlang des gesamten Produktlebenszyklus und gelten als Schlüssel für zirkuläre Wertschöpfung. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/e7/3e/e73e7453e41c35c939d0b3ca17c4eb81/factory-20x-panelteilnehmer-20zum-20thema-20industrie-20im-20wandel-20-e2-80-93-20ohne-20daten--c3-96kosysteme-20keine-20-28ki--29-20zukunft-small-3000x1687v1.jpeg "Panelteilnehmer zum Thema: „Industrie im Wandel – ohne Daten-Ökosysteme keine (KI-) Zukunft?“
Von links nach rechts: Rainer Brehm (SIEMENS), Dr. Stephan Mayer (Trumpf); Prof.Dr. Dipl-Ing Berend Denkena (DMG Mori) Dr. Beate Baron (BMWE), Hagen Heubach (SAP)
(Bild: Factory-x)")
:quality(80)/p7i.vogel.de/wcms/56/7b/567b3d4b554a1dbdcf835918350c021a/symbolbild-wahrnehmung-ki-1364x768v1.jpeg "KI-Modelle verarbeiten visuelle Informationen oft fragmentiert – neue Trainingsansätze setzen hier an. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/1e/e9/1ee9d6e483fa9e4f5e07c3a74ef2a3cd/adobestock-795201631--c2-a9-20org-20-e2-80-93-20stock-adobe-com-ki-generiert-8697x4896v1.jpeg "Die Zahl der offenen Stellen in der Elektroindustrie stieg im ersten Halbjahr 2026 deutlich an. (Bild: © ORG – stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/93/1a/931a35db6d90693283049b840dcacd2b/st-hannover-149-6048x3400v1.jpeg "Der fachliche Austausch zwischen Besucher und Aussteller ist das, was die Schraubtec ausmacht. (Bild: PHOTOVISION-DH GmbH)")
:quality(80)/p7i.vogel.de/wcms/68/89/6889ce824f7362d1ee31c6114039849d/0131677915v2.jpeg "Nur menschliche Empathie schafft echte Beziehungen. Führungskräfte, die Hoffnung vermitteln und Vertrauen im Alltag leben, verwandeln Risiken automatisierter Entscheidungen in Chancen, die Organisation und Mitarbeitende gleichermaßen stärken. (Bild: © Md - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/ed/02/ed02ce464ed1a39dcd7a617f55a4ffc1/0131677386v2.jpeg "Durch das Nutzen von KI gewinnen Führungskräfte Zeit für Entwicklungsgespräche, Perspektivenarbeit und persönliche Begleitung. Diese menschliche und persönliche Zuwendung signalisiert Mitarbeitern Wertschätzung und eröffnet Zukunftschancen. (Bild: © Md - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/58/63/586379bda19d8f06e6015cecb41a4967/kampagnenbild-1947x1095v1.png "(Bild: ANSYS Germany GmbH )")
:quality(80)/p7i.vogel.de/wcms/d1/12/d112dfa6e7df4c7af715a4833483f659/0126977441v1.jpeg "DIN RAIL SMART PROTECTION: RACPRO1 E-FUSE MODULE (Bild: RECOM Power GmbH)")
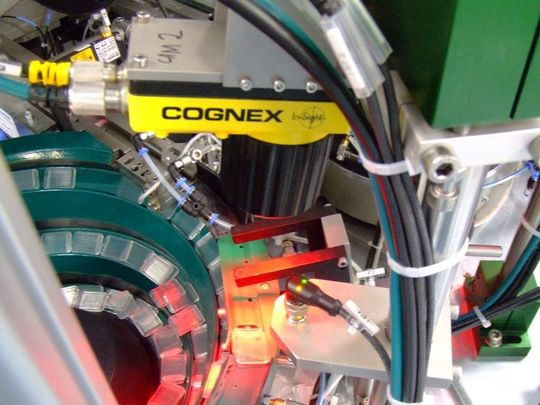
Cognex Optische Kontrolle von medizinischen Filtern mit Vision-System
Bei der Herstellung von Filtern und Filtergehäusen für die medizinische Analyse von Flüssigkeiten ist Genauigkeit ein Muss. Die präzise Verschweißung von Kunststoffbauteilen und die volle Funktionsfähigkeit der Filtermembranen entscheiden über die Richtigkeit der Untersuchungsergebnisse und damit über die ärztliche Diagnose. Für eine neue Anlage der Millipore Corporation in Irland hat Bildverarbeitungsspezialist Gefasoft die Cognex In-Sight 5100 Vision-Systeme eingesetzt.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/113800/113818/65.jpg "Turck_Your_Global_Automation_Partner.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/76800/76895/65.jpg "FAULHABER_120mm.jpg ()")
Zentrifugen-Filtereinheiten von Millipore werden in einer neuen vollautomatischen Fertigungslinie aus den einzelnen Bestandteilen bis zum gebrauchsfertigen Endprodukt aufgebaut. Dabei wird die Filtereinheit auf einem Werkstückträger-Transportsystem durch die verschiedenen Prozessmodule der Linie geführt und schrittweise zusammengesetzt — vom Filterträger (Panel) bis zur Schraubkappe des Probenröhrchens.
In einigen dieser Fertigungsmodule sind von Gefasoft Vision-Systeme integriert, um die Bauteile aus transparentem Kunststoff in der richtigen Orientierung dem Schweißprozess präzise zuzuführen oder nach dem Bedrucken des Filterhalters das Druckbild zu überprüfen.
Insgesamt fünf In-Sight 5100 von Cognex mit integriertem Ethernetanschluss gewährleisten dabei in drei Prüfstationen die richtige Verarbeitung der Komponenten. Zusätzlich spielt der In-Sight-Explorer — eine komfortable und leistungsstarke Vision-Entwicklungsumgebung — seine Stärken aus. Damit lassen sich ganze Netzwerke von Vision-Systemen der Produktfamilie In-Sight erstellen und in die komplette Prozesskommunikation einbinden.
Die Programmierung ist dabei so einfach und übersichtlich, dass auch Nicht-Spezialisten der Bildverarbeitung die Programme funktionssicher erstellen können. Anpassungen an den laufenden Prozess und Prüfprogramme für neue Produktvarianten sind schnell durch einfaches Parametrieren erzielbar. Dies erwies sich vor allem bei der Inbetriebnahme der Anlage sowie bei der Anpassung an Produktveränderungen von großem Vorteil.
Die Anlage mit dem Namen Amicon 4/15 kann mit den zwei Produkttypen Amicon Ultra-4 (vier ml) und Amicon Ultra-15 (15 ml) gefahren werden. Diese bestehen jeweils aus einem vertikalen Kunststoff-Filtergehäuse mit zwei rechteckigen Filtereinsätzen, den so genannte Coupons, und einem umschließenden, verschraubbaren Kunststoffröhrchen. Eingesetzt in eine Zentrifuge, passieren je nach Beschaffenheit des Filters, unterschiedliche Flüssigkeitsbestandteile die Membran und sammeln sich am unteren Gehäuseende.
Korrekte Lage, richtiger Dreh
In der ersten Prüfstation der Fertigungslinie sorgen zwei autark arbeitende In-Sight 5100 für die lagerichtige Zufuhr der Filtergehäuse aus einem Fördertopf. Eine konventionelle Sortierung der Bauteile zur lagerichtigen Zuführung über mechanische Schikanen ist wegen der Bauteilsymmetrie nicht möglich. Die intelligenten Vision-Systeme sind ca. 140 mm über der Prüfposition, in einem Winkel von 90° zur Bauteiloberfläche angebracht. Die integrierte Software kontrolliert die Kunststoffteile im Auslauf des Rüttelförderers auf Ausrichtung und Drehlage. Ohne eigenen Trigger durch die Anlage lassen sich Bildaufnahmen mit einer Intervallzeit von ca.30 ms anfertigen. Hat das Vision-System ein Bauteil als lagerichtiges Gutteil bewertet, so sendet es an die Steuerung ein Signal zum kurzzeitigen Deaktivieren der Ausblasstation, ansonsten wird jedes Teil wieder zurück in den Fördertopf geblasen.
Bei vier Möglichkeiten der Teileorientierung kommen Gutteile nur mit einer Wahrscheinlichkeit von 25 Prozent an. Die hohe Bildfrequenz der Kamera in Verbindung mit dem hohen Teiledurchsatz des Fördertopfs liefert trotzdem ausreichend viele Filtergehäuse an die Fertigungslinie. Bei der Anlage lässt sich zusätzlich über ein digitales Interface ein automatischer Wechsel der Programme zur Kontrolle unterschiedlicher Bauteilgrößen ausführen.
(ID:306624)
:quality(80)/p7i.vogel.de/wcms/ba/2d/ba2da301ecebde15618602caa1cd4040/0126701835v1.jpeg "Der Roboter der bildverarbeitungsgestützten Handlinglösung wurde aus Platzgründen an der Decke des Beladebereichs der Beschichtungsanlage montiert und verfügt über eine Reichweite von 1.000 mm. (Bild: Azur Space Solar Power)")
:quality(80)/p7i.vogel.de/wcms/96/b0/96b0b5dce3d46dada9cf9f3b3249d607/0127132229v2.jpeg "Deflektometrie zur Defekterkennung auf reflektierenden Bauteilen (Bild: MVTec Software GmbH)")